
なぜビトリファイドダイヤモンドホイールでPCDツールを研削するのか。
ビトリファイドダイヤモンド砥石の応用:
ビトリファイドダイヤモンド砥石は、タングステン鋼合金、セラミックス、ガラス、多結晶ダイヤモンド、単結晶ダイヤモンド、多結晶立方晶窒化ホウ素、天然ダイヤモンド、石材およびその他の分野の加工に広く使用されています。
ビトリファイドダイヤモンド砥石の特徴:
1.金属ダイヤモンド砥石に比べて研削効率が高い。
2.耐摩耗性が高く、研磨剤の消耗が少ない。
3.小さな研削抵抗と低い研削温度。
4.研削後のワークは精度が高く、面粗度よし、形状保持性が優れています。
ビトリファイドダイヤモンド砥石のメリット:
1.研削後のpcd/cbnツールの刃先が良し
2.長寿命で、研削時間短縮可能
3.滑らかで能率的に研削可能
4.各方面のコストを短縮可能
ビトリファイドダイヤモンドホイールのスケッチ及びスペック:
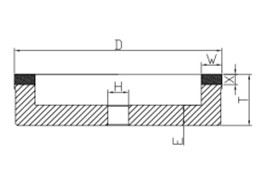
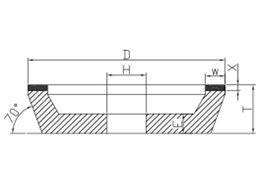
| タイプ | 直径(mm) | ホイール厚さ(mm) | 穴径(mm) | 砥層幅(mm) | 砥層厚さ(mm) |
| 6A2 | 100 | 40 | 20/32/40 | 5/10/15 | 10 |
| 125 | 40 | 32/40 | 5/10/15 | 10 | |
| 150 | 40 | 32/40 | 5/10/15 | 10 | |
| 11A2 | 100 | 40 | 20/32/40 | 3/5/10 | 3-10 |
| 125 | 40 | 32/40 | 3/5/10 | 3-10 | |
| 150 | 40 | 32/40 | 3/5/10 | 3-10 | |
| グリット:D35 D20 D15 D9 D6 お客様のご要望に応じて、他のグリットも可能。 | |||||
PCD/PCBN ツールの研磨方法は?
PCD/PCBNインサートは保持力が強いですが、時々再研磨(シャープニング)必要があります。従来のインサートと比べて、 PCD/PCBNインサートを研ぐには、適切の研削方法と研削砥石を見つける必要があります。 多結晶ツールの研削は、ツールメーカーと砥石メーカーの両方にとっても大きな課題です。
PCD&PCBN 刃先研削プロセスの順調を確保するには、次の要素が不可欠です。
剛性構造と衝撃吸収システムを備えた高精度研削盤は、PCD/PCBN 工具の高精度研削に不可欠です。 特に高精度・高能率研削盤に装着する砥石で優れた刃先品質を確保できます。
PCD/PCBN工具の加工にはどのようなダイヤモンド砥石を使うか?
Moresuperhardは、高品質のPCD及びPCBNインサート刃先を得るために、高効率多結晶ダイヤモンドホイールを開発しました。 最新の技術の発展により、多結晶ダイヤモンド砥石はPCD/PCBN工具分野と効率的なチップ刃先研磨プロセスに適合し、多くの先進的な産業技術の製造に徐々に広く普及してきました。
適切な砥石の選び方:
高品質の PCD及びPCBN ツール刃先を得るには、当社は粗砥から仕上げ砥まで、お客様のニーズに合わせて5つのグリットを厳選しました。また、研磨剤集中度、結合度、構造等については、お客様の加工タイプ、研削盤、ツールの性能に応じて個別に選択されます。
|
研削ホイールグリット |
加工タイプ | 応用 |
| D35 D20 |
粗砥 |
インサートのエッジの再研削、摩耗が酷いインサートの再研削 |
|
D15 |
中砥 |
スタンダードのグリットでも優れる研削効果が可能 |
|
D9 |
仕上げ砥 | 仕上げ砥で優れている表面仕上げが得られる |
| D6 | 超仕上げ砥 |
超仕上げ砥で抜群な表面仕上げが可能 |
加工パラメータの設置について
PCD及びPCBN ツール刃先の研削中、加工パラメータを正しく選択するように気をつけてください。ダイヤモンドホイールが最先端の技術で製造されていても、その作業条件や加工パラメータが適切でなければ、効率的な研削が無理です。
ダイヤモンドホイールで加工パラメータの選択:
| 研削速度 | 推薦速度-20m/s 範囲:15-30m/s |
| 取り代 粗砥: 中砥: 仕上げ砥: |
|
| 0.02mm-0.05mm | |
| 0.01mm-0.025mm | |
| 0.005-0.01mm | |
| 発振周波数 | 推薦発振周波数:60-100/分 範囲:50-100/分 |
| 推薦研磨スティック | アルミナ研磨スティック5410-20*10*100 99A 320 J7V |
| 冷却液 | 水性又は油性3%-5% |
| 注意事項 | ホイールの送りは加工エリア外で行う必要があります。 |
当社はpcd等の超硬材質の研削解決策の提供に努めています。もっと知りたいなら、どうぞお気軽にメッセージください。



