
センタレス研削
センタレス研削(心なし研削)
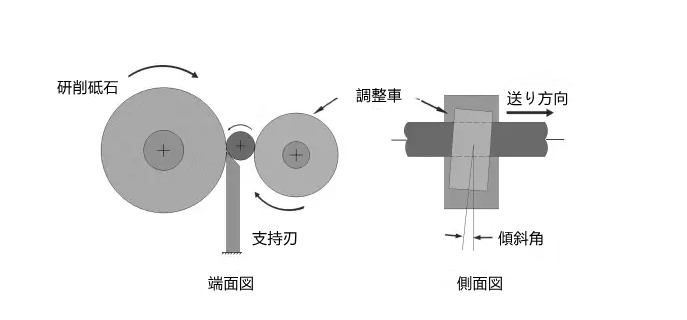
センターレス研削 は、ワークピースの中心を固定せずにワークの外周を研削することです。 主に、研削ホイール(研削砥石)、調整車(調整ホイール、コントローラー)、支持刃(ブレード、サポートプレート)の3つのメカニズムで構成されています。 研削ホイールの機能は、優れた研磨剤でお客様が求めるの除去量をを削り取り、良い表面仕上げを獲得することです。 調整車の機能はワークピースの回転を制御し、ワークピースの送り速度を発生させることです。 支持刃の機能は、研削中に加工物全体を支持することです。
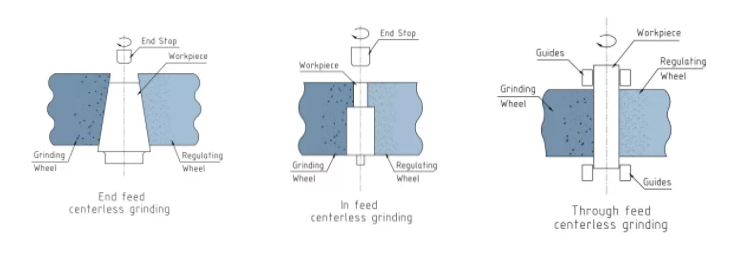
センタレス研削(心なし研削)には次の 3 つの方法があります。
– インフィード方式(停止研削): 多径又は特殊形状のワークピースの研削に適しています。
– スルーフィード方式(通し研削):針状ころ、円筒ころ、円すいころの研削加工に適しています。
– 接線送り式: 球面ローラー等特殊な形状のワークピースの研削に適しています。
センタレス研削の特徴:
1連続加工で、製品の着脱の時間が無く、生産性が高い
2支持刃と調整車の位置決め機構が通常の円筒研削盤よりも進化していて、センターフレーム機構の支持剛性も良く、大きくの切削量ができ、高速研削と強力研削が容易に実現でき、小径長尺シャフトの加工に最適です。
3ワークは外円で位置決め機構に位置決めされ、研削量はワーク径に対する許容量で、砥石の摩耗、送り機構の補正、切削機構の度重なる位置決めによる精度誤差が部品の径・寸法精度への影響は通常の円筒研削盤の半分です。しかも、センター穴も不要で、あらかじめのローディング・アンローディングの自動化に便利です。
4プランジ研削では、複雑なプロファイルを連続的に、または複数の砥石で研削することができ、研削能率が高く、幅広い適用範囲を実現します
5研削面と非研削面の相対位置精度(同軸度、直角度等)を確保できない。
6機械の調整はより複雑で時間がかかり、異なる直径のワークピースを交換するたびに、支持刃の高さ、距離及び関連するプロセスパラメータを調整する必要があります。 そのため、技術の調整が難しく、小ロット・単品生産には不向きです。
Moresuperhard は、さまざまなサイズのセンタレス研削用砥石を提供しています。
センタレス研削の適用範囲:超硬合金、セラミック、磁性材料、ステンレス鋼棒、PCD ・PCBN 材料の研削
ボンド: レジン(樹脂)ボンド、メタルボンド
マッチングセンタレス研削盤: Koyo、Crystec、Dedtru、Landis、Okuma、Paragon、Royal Master、Unison、WMV
-
 センターレス砥石、ダイヤモンド&cbnセンターレスホイールは、主に炭化タングステン、セラミック、磁性材料、ステンレス鋼棒、PCDおよびPCBN複合材料の研削に使用されます。
センターレス砥石、ダイヤモンド&cbnセンターレスホイールは、主に炭化タングステン、セラミック、磁性材料、ステンレス鋼棒、PCDおよびPCBN複合材料の研削に使用されます。センターレス研削ホイール
-
 心なし研削レジンダイヤモンドホイールは主に炭化タングステン、セラミック、磁性材料、ステンレス鋼棒、PCDおよびPCBN複合材料の研削に使用されます
心なし研削レジンダイヤモンドホイールは主に炭化タングステン、セラミック、磁性材料、ステンレス鋼棒、PCDおよびPCBN複合材料の研削に使用されますセンタレス研削用レジンボンドダイヤモンドホイール



