
内面研削
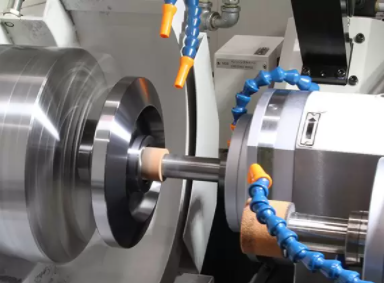
内面研削は、内穴の仕上げに使用され、内面研削盤又は万能円筒研削盤で実行されます。 貫通穴、非貫通穴、円筒穴、円錐穴、段付き穴、穴端面の加工が可能で、寸法精度はIT6~IT7レベルに、表面粗さ(Ra)は0.8~0.2μmに達することができます。 高精度研削加工により、寸法精度は0.005mm以内に、表面粗さ(Ra)0.1~0.025μmに抑えられています。
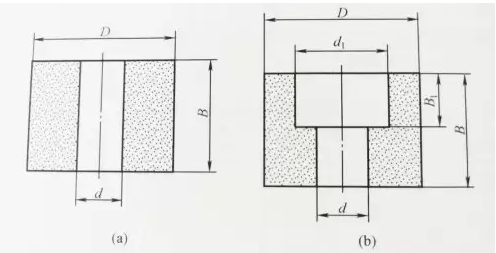
一般的に使用される内面研削砥石の形状は円筒形とカップ型です(下図参照)。 この中、円筒形砥石は最も一般的に使用され、カップ型砥石は段付き穴や断面の研削に有利です。
内面研削の方法にはどのようなものがありますか?

1.センター型内面研削
研削時、ワークは主軸台の主軸の中心線を中心に回転します。 一般的な内面研削盤または万能円筒研削盤がこの形式に属し、スリーブ、ギア、フランジ、及びその他の部品の内穴を研削するのに適しています。
2.プラネタリ型内面研削
研削中、ワークピースは固定されており、回転しません。 砥石は自身の軸を中心に高速回転するだけでなく、研削穴の中心を中心に低速回転し、円弧送りを実現します。 さらに、ホイールは縦方向送り運動と周期的な横方向送りも行います。 砥石の横送りは、遊星運動の回転半径を大きくすることで実現しています。 遊星内面研削盤は、主にかさばって回転しにくい部品の研削に使用されます。
3.センタレス型内面研削
センタレス型内面研削盤(横形内面研削盤)では、外円が仕上がった工作物は押さえロールと支えロールで支えられ、調整ロールの駆動で回転します。 薄肉環状部品の内穴研削に適しています。
4.シュー形内面研削
ワークの外径を2点のシューで支える構造で、マグネットの力でワークを吸着しながら基準板に対して回転させ、砥石を前後に揺動させながらワークの内径面を研削します。
内面砥石の選び方
選択はワークピースの穴に基づいており、2 つの穴の間に適切な比率がある必要があります。 通常、砥石の直径は穴の直径の 0.5 ~ 0.9 です。
| 加工物内径 | 研削ホイール内径 |
| 12-17 | 10 |
| 17-22 | 15 |
| 22-27 | 20 |
| 27-32 | 25 |
| 32-45 | 30 |
| 45-55 | 40 |
| 55-70 | 50 |
| 70-80 | 65 |
| 80-100 | 75 |
-
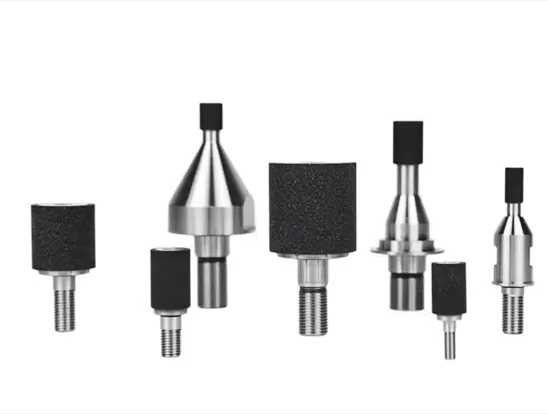 ビトリファイドCBN内面研削ホイールは、大規模かつ高精度の生産プロセスでよく使用されます。 ビトリファイドCBN研削砥石は、従来の砥石と比べて砥石寿命が長く、ドレッシング回数が減り、効率が向上するという利点があります。
ビトリファイドCBN内面研削ホイールは、大規模かつ高精度の生産プロセスでよく使用されます。 ビトリファイドCBN研削砥石は、従来の砥石と比べて砥石寿命が長く、ドレッシング回数が減り、効率が向上するという利点があります。燃料インジェクターシート研削用CBNホイール
-
 当社は、ビトリファイドCBN、CERALOX焼結コランダム研磨工具、および内輪の穴の研削と外輪レースの機械加工用のドレッシング工具を含み、あらゆる種類の研磨工具を提供しています。
当社は、ビトリファイドCBN、CERALOX焼結コランダム研磨工具、および内輪の穴の研削と外輪レースの機械加工用のドレッシング工具を含み、あらゆる種類の研磨工具を提供しています。内輪研削用ホイール
-
 ジグ研削マンドレルは、さまざまな精密輪郭だけでなく、位置精度と寸法精度が高い穴を研削できます。 通常、穴加工に使い、また、非円、被削材の輪郭(連続輪郭処理)、コーン、キャビティ等を加工できます。
ジグ研削マンドレルは、さまざまな精密輪郭だけでなく、位置精度と寸法精度が高い穴を研削できます。 通常、穴加工に使い、また、非円、被削材の輪郭(連続輪郭処理)、コーン、キャビティ等を加工できます。高精度ジグ研削砥石(治具研削マンドレル)
-
 CBN内面研削ホイールは主に油圧タペット、ユニバーサルジョイント、ステーター、ローターの内面研削に使用されます。
CBN内面研削ホイールは主に油圧タペット、ユニバーサルジョイント、ステーター、ローターの内面研削に使用されます。内面研削用CBNホイール



