
ステンレス鋼研削難問及び解決策
ステンレス鋼は耐食性に優れていて、いろんな産業で人気あり、広く使用されていますが、ステンレス鋼には多くの種類があり、シリーズ3、シリーズ4、シリーズ6があり、各系列は添加元素によってまた304、316、420、660等に細分化されます。

例えば、316 ステンレス鋼はA4 ステンレス鋼とも呼ばれ、16% のクロム、10% のニッケル、及び 2 ~ 3% のモリブデンが含まれています。材料元素は塩化物に耐食性があるため、304ステンレス鋼 よりも耐食性と耐熱性に優れています。その一方で、比較的に加工しにくくなります。

研削からすると、以下のいくつかの難点をまとめました。
■研削中発熱しやすい
ステンレス鋼は塑性変形が大きく、熱伝導率が低いため、ホイールの高速摩擦下では、研削中、温度が上昇しやすく、ワーク表面のやけど、加工精度低下等の問題が起きるかもしれません。
■砥石が目詰まりしやすい
ステンレス鋼この材質は靭性があるため、生じた切り屑が粘着性があり、フレーク状になり、ホイール表面に付着しやすくなります。その後、ホイール表面に切りくずにブロックされ、切削力が低下し、研削温度が上昇します。
■ドレッシング頻度が高すぎ
前述のように、ステンレス鋼の切りくずが粘性があり、粘着しやすいため、この時、ホイールの切削力を維持するために、時々ドレッシングする必要があり、自然に加工コスト向上と効率の降下に繋がります。
以上の問題を解決するために、まずは使っているホイールから点検しなければなりません。目詰まりやすい材質の場合、以下のポイントによってホイールを選択するのは良いのでしょう。
■放熱性が高い
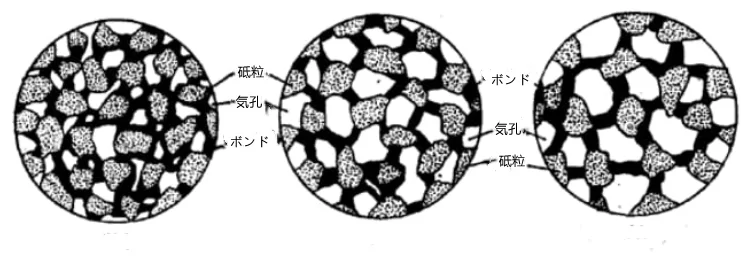
砥石の熱放散は主に「空気孔」であり、空気孔の分布と大きさが砥石の熱放散と切りくず除去性能を決定し、均一に分布した砥石は熱を均一に放散し、研削熱の発生を抑え、温度を下げることで面精度が向上します
■ボンド強度が高い
ボンドの強さ、つまり、結合度がホイールの寿命と切削力に関わっています。結合度は高ければ高いほど寿命が長くなります。ただし高すぎると砥粒が正常に脱落しなくなり、切削力に影響します。 低すぎると砥粒が頻繁に脱落し、加工物に傷つけてしまう可能性が高くなるので、お客様の加工方法やワークにぴったりの結合度をどう調整するかが異あままでの課題です。
■砥粒切削力が高い
ステンレス鋼の加工には切削力の高い砥粒を選ぶのは非常に肝心です。 ステンレス鋼は靭性が高いため, 完全に除去するには大きな切削力が必要です。 今は大体、硬脆性が高いGC砥粒を選びます。 セルフシャープニング能力がよく、砥粒脱落の同時に、熱を持ち出し、安定した切れ味を確保します。
以上で、316 ステンレス鋼は靭性が高く、耐摩耗性、耐食性に優れているため、研削中に、チッピング、目詰まり、研削熱が発生しやすいです。だから、セルフシャープニング能力と切れ味の高い砥粒の選択と空気孔の合理的な設計は非常に重要です。当社は、多くのお客様が提供したデーターのもとで、316 ステンレス鋼専用の研削ホイールを製作して、以上の難問を完璧に解決しました。
研削についての問題があれば、どうぞ気軽にメッセージください。
Next:
ダイヤモンドホイール硬度の選択方法



