
両面研削盤で研削ディスクをドレスする方法は
砥石のドレッシングは何ですか?
簡単に言えば、砥石ドレッシングは、砥石の研削性能を上げたり、また、砥層の形状を正しく復元させたりするために、ドレッシングツールを使用して砥石をドレッシングして形を整えたり、鈍い表面層を除去したりするプロセスです。
砥石は、使用中、砥粒は研削が進むにつれて消耗され、元の形状を失ってしまうものです。砥石の硬度が不均一で、砥粒の作業条件が異なるため、砥石の作業面が均一に摩耗しません。また、各部位の砥粒が各程度に脱落し、真円度等が下がり、最後にワーク表面の形状精度や表面粗さに影響を及ぼします。

摩擦と押し出しの作用により、砥石の研磨粒子のエッジは徐々に丸く、鈍くなります。または、靭性材料を研削する場合、砥石の表面の気孔が研削中に生じた切り屑に埋め込まれ、切削能力がとうとう失うことがよくあります。 このとき、砥石とワークの間に滑りが発生し、また、振動や騒音が伴い、研削効率や粗面度が低下する場合があります。 同時に、研削力や研削熱の増加により、ワークの変形や研削精度への影響が発生し、研削面にやけどや小割れが起こることまでもあります。
ドレッシングは、砥石の表面ミクロトポグラフィーと表面マクロプロファイルを決定する重要な要素であり、かえって、表面ミクロトポグラフィーと表面マクロプロファイルは、砥石の研削性能を決定します。 「研削の鍵はドレッシングです」は常に研削業界のコンセンサスです。この現象からも、適切なドレッシングツールを選択することがいかに重要であるかわかるでしょう。
研削工程では、砥石の良し悪しが直接研削結果に影響を与えます。砥石の状態は、常に切削抵抗や砥石の形状に繋がっていて、どんな小さな変化でも、研削後のワークの仕上げに影響を残します。

一般的に、最もありふれた問題は、もう切れなくなることで、砥石の切削力がなくなる意味です。砥石が切削抵抗を失う主な理由は2つあります。
1つ目は、研磨粒子のエッジが、粉砕および押し出しプロセス中に徐々に丸くなることです。 現時点では、砥石の自生発刃性が適時に発揮されないため、切削抵抗が低下し、砥石は役割を果たすことができません。
2つ目は、特に粘性のある材料を削る場合、研削プロセス中に破片が生成されることです。砥石の気孔が十分に大きくないか、気孔率が低い場合、切り屑が気孔にたまっていて、 その結果、砥石は鋸歯状のない平坦な表面になり、切削抵抗を失います。
もう一つの状態は、砥石の研削面が不均一であるということです。使用中に砥石が摩耗し、このような摩耗により、砥石の真円度が徐々に失われ、砥石の研削面が不均一になります。 この状況では、研削中の振れや研削効率の低下などの問題が発生します。

これらの不安定な状態では、砥石の切削抵抗または真円度を回復するために砥石をドレスする必要があります。 しかし、加工中は砥石が高速で回転するため、砥石が切削力を失ったのか、真円度がよいのか肉眼で直接判断することができない場合があります。 ただし、切削抵抗が失われると、多くの研削現象が発生します。これらの現象が発生した場合、砥石をドレッシングする必要があるかどうかを推定することができます。
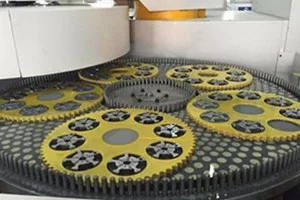
両面研削(DDG)は、部品の端面を高効率で加工するための研削工程です。上下又は左右に配置された2つの砥石を使用して、被削材の2つの端面を同時に研削します。通常、1回の研削で両側とも同じ切削代が達成できます。 ダブル研削加工により、位置決め誤差や加工誤差を低減し、ワークの高い平面性と2面の平行性を確保することができます。 使用の過程で、ドレッシング砥石を使用して研削盤の平面をドレッシングする必要があります。ダイヤモンド・CBN研削ディスクのさまざまなグリットと精度に応じてドレッシングホイールを選択することで、ドレッシングが容易になり、人力・時間を節約することができます。
両頭研削盤で研削ディスクをドレスする方法:
1.最初に上面研磨ディスクを持ち上げ、上部の研削ディスクを取り外し、次に作業員が研削盤のワークピースとキャリアを取り出します。
2.グラインディングディスク(研削ホイール)を傷つけないように、グラインディングディスク上の少量の粒子を丁寧に洗浄します。グラインディングディスクをクリーニングするときは、下部ディスクを回転させ、回転速度を使用して研削ディスクに残っている不純物粒子を取り除きます。回転同時に洗浄液を注ぎ、洗浄することができます。
3.キャリアを研削盤に入れ、次にドレス砥石をキャリアに入れ、キャリアでドレッシングリングを駆動させて研削ディスク(砥石)を修正します。修正は約15秒~3分です。
(通常、初めてドレッシングのディスクの場合、1分がおススメします、そのあとのドレッシングは毎回15秒でよいが、特定のパラメータはお客様の実際の使用に応じて調整する必要があります)。

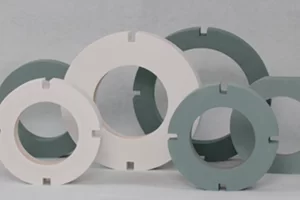
ビトリファイド両頭平面研削ディスク用ドレッシングリングの推奨:
ビトリファイド両頭研削盤の特性と研削性能に応じて、ホワイトコランダム(WA)とグリーンシリコンカーバイド(GC)のドレス砥石をご紹介します。
1ドレスをより合理的にするために、科学的な穴径と外径を採用します。
2さまざまなグリットとサイズのダイヤモンド・CBN砥石ディスクに対応するドレッシング砥石を装備し、ドレッシングがより簡単で時間の節約になります。
3ドレッシングと成形を同時に進行できるため、砥石の平面度を確保するだけでなく、ダイヤモンドとCBN砥粒を新品同様の砥粒にすることができます。
両頭平面研削ディスク用のドレッシング砥石の特徴:
1ドレッシングの時間が短い
2、ドレッシング後の平行度が0.02mmに達します
3ドレッシング後の研削ディスクの切れ味が良い
4ドレッシング後の研削可能ワーク数が多くなり、ドレッシングの頻度が減ります
ドレス砥石の標準スペック修整环具体规格:
GC/WA 205*40*127
GC/WA 205*60*127
GC/WA 228*40*127
GC/WA 230*40*127
GC/WA 280*40*200
GC/WA 280*60*200
GC/WA 330*40*200
GC/WA 330*60*200
グリット:100#-320#



