
溶射 – 表面コーティング技術
溶射塗装とは
溶射は表面処理法の一種であり、熱源(炎等)と粉末またはワイヤー状のコーティング材料で構成される工業用コーティングプロセスです。文字通りに金属やセラミックス、サーメット等を溶かされて小さな液滴になり、高速でワーク表面に吹き付けられます。 溶射コーティングは、ワークの性能を向上させることができます。
溶射は厚いほど良いというわけではなく、厚ければ厚いほど溶射が難しくなります。溶射面に再度溶射することになるため、溶射粒子が付着しにくくなり、ロスが発生し、コストが飛躍的に増加します。スプレーの厚さは通常 0.4mmです。
すべての材質がスプレーに適しているわけではありません。 今、45#鋼が理想的な溶射材料だと言われています。 また、溶射の効率と成功率を向上させるために、溶射されるワークの表面には良好な平坦性と仕上げが必要です。
溶射は通常、マニピュレータによってプログラムされ完了します。少量のバッチ注文のコストが高くなるわけです。また、不規則なスプレー作業や同じくない表面上にスプレー作業の場合では、コストが増加します。
溶射コーティングの応用例:
* 自動車: エンジン、トランスミッション、ステアリング、サスペンション部品に専用コーティングをし、燃料消費量と排出ガスを削減します。
* 航空航天: 航空エンジン、機体、着陸装置等。
* 化学処理: 生化学物質、バイオ燃料、バイオプラスチック、化学物質、プラスチック等。
* 医学: 股関節や歯科インプラント等の医療用インプラント。
* オイルとガス: 探査掘削、液化天然ガス、オイルサンド、パイプライン、シェール炭層、ガス及び海底。
* 発電: ボイラーの水壁及び過熱器、蒸気タービン、重要なタービン部品、ポンプ及びバルブ本体、インペラ及びローター、風力タービンの鋼部品における耐熱.耐蝕保護。
* パルプと紙: パルプ蒸解釜の腐食コーティング、カレンダーローラーとエンボスローラー等の製紙機械の表面質感を制御した耐摩耗性コーティング。
* 水: タンクやパイプラインのコーティング、ポンプやバルブの耐侵食性、耐摩耗性、耐衝撃性のコーティング。

溶射技術には次のものがあります。
フレームスプレー(ワイヤー、ロッド、パウダー)、アークスプレー、プラズマスプレー、HVOF(高速酸素及び燃料スプレー)又はHVAF(高速空気及び燃料スプレー)、デトネーションスプレー、コールドスプレー。

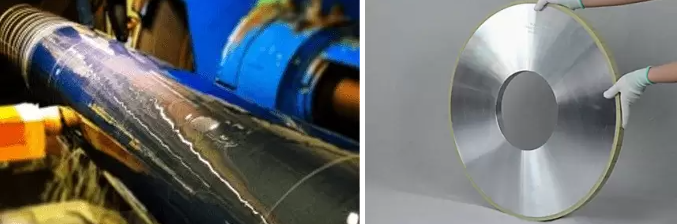
溶射完了後は、研削.研磨が必要です。 一般的にレジンダイヤモンドホイールがおすすめです。以下はこのプロセスに良く生じた問題です。
* 研削後のワーク表面には振動痕が残ります。(砥石の結合度が高すぎるか、切り屑で詰まっているかため、より切味の良い砥石が必要です)。
* ワークにアングルが含まれている場合、ホイールのさまざまな部分の消耗が異なり、砥石がワークにちゃんと適合できません。(アンギュラ砥石又は砥層幅が狭い砥石で複数送りしてみてください)。
* 2 つの材質のワークピース(片面にはタングステンカーバイドが溶射され、もう一方の面には溶射されていない)を研削する場合、研削後にワークピースに焼けが見られ、研削効率が非常に低くなります。 (クーラント流量やドレッシング回数を増やす必要があり、また切れ味の良い砥石に変える方がいい。)



