

製品詳細
硬質合金鋸刃研磨用ダイヤモンドホイールの説明:
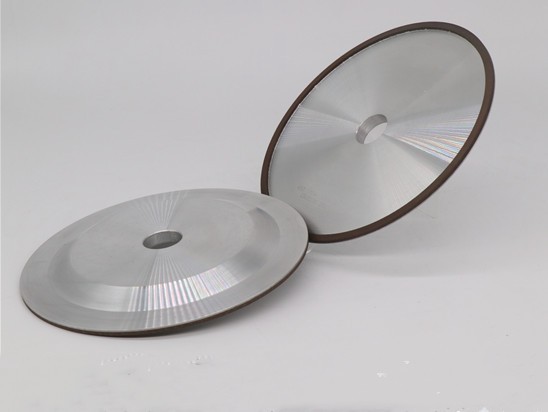
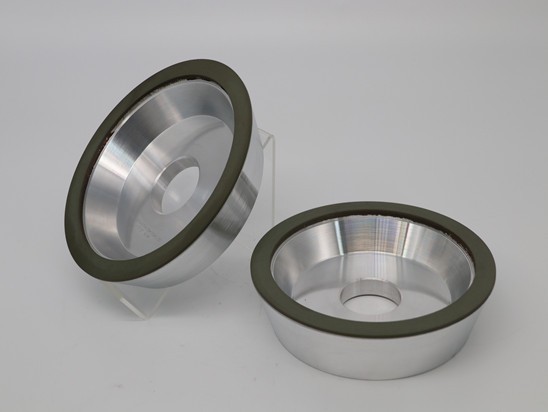
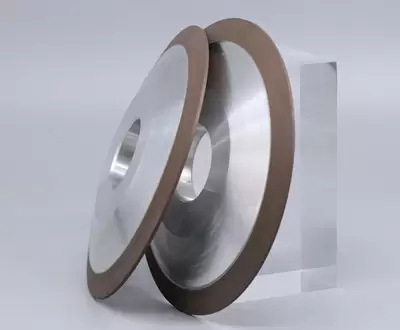
タングステンカーバイド(TC)セグメントを備えた丸鋸刃は、現在、さまざまな業界で一般的に使用されています。 新しい鋸刃の製造中であれ、鋸の再研磨中であれ、TCセグメントの研削は複雑な多段階のプロセスであり、さまざまなマシンで実行されます。当社の鋸刃業界用ダイヤモンド・CBN砥石は、 硬質合金ソーブレード及びワンピースHSSソーの端面研削、先端研削、逃げ面研削、中空歯研削、及び再研削に広く使用されています。
硬質合金鋸刃研磨用ダイヤモンドホイールの分類:
-レジンボンドダイヤモンド砥石:
接着強度は他のホイールよりも弱いです、
セルフシャープニング能力に優れています、
研削温度が低い、
研削力がやや低く、耐摩耗性が悪く、砥石の摩耗がひどく、重荷重研削には適していません。
超硬鋸刃用レジンボンドダイヤモンド砥石とhss丸鋸のエッジ研削用のレジンCBNホイールがあります。

-ビトリファイドボンドダイヤモンド砥石:
pcdチップとソーブレードを研削するためのビトリファイドダイヤモンドホイール、
耐摩耗性と接着強度が高く、切れ味が良く、研削効率が抜群、
加熱、切り屑の排出、熱膨張、精度をより適切に制御できます、
ただし、研削後の表面は粗く、コストがやや高い。

丸鋸刃研削のプロセス:
フランク研削
トップグラインド
平面研削
中空歯の研削と再研磨

硬質合金鋸刃研削用ホイールの形状と寸法は、研削盤と鋸刃自体の形状によって異なります。
CNC マシン:Vollmer, Woodtronic, Akemat, Widma等
スケッチ・スペック
|
ソー刃 |
スケッチ |
D (mm) |
W (mm) |
H (mm) |
X (mm) |
||
|
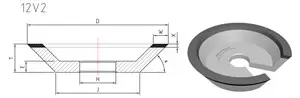
フェース研削 (4A2, 12V2, 12V9) |
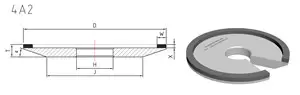 |
100 |
5 |
25 |
2 |
||
|
125 |
6 |
20 |
4 |
||||
 |
125 | 4 | 32 |
2 |
|||
|
200 |
4 |
32 |
2 |
||||
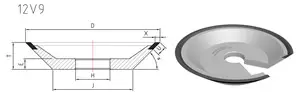 |
100 |
2,3 |
25 |
4 |
|||
|
125 |
2,3 |
25,32 |
4 |
||||
|
150 |
2,3 |
32 |
4 |
||||
|
200 |
2,3 |
32 |
4 |
||||
|
|
スケッチ |
D (mm) |
W (mm) |
H (mm) |
X (mm) |
||
|
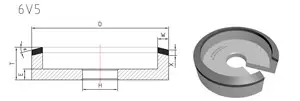
エッジ研削 (6V5, 14M1) |
|
100 |
5 |
25 |
10 |
||
|
125 |
5 |
32 |
10 |
||||
|
14M1 |
150 |
5 |
32 |
8 |
|||
|
200 |
5 |
32 |
8 |
||||
|
ソー刃 |
スケッチ |
D (mm) |
W (mm) |
H (mm) |
X (mm) |
||
|
フランク研削(4A9) |
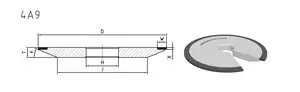 |
80 |
5 |
32 |
4 |
||
|
86 |
5 |
32 |
4 |
||||
|
100 |
4,5 |
32 |
4 |
||||
|
|
スケッチ |
D(mm) |
T(mm) |
X(mm) |
Y(mm) |
L(mm) |
|
|
中空歯研削 (1a1w, 1a8) |
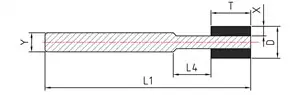 |
6.5 |
3 |
1.75 |
6 |
42 |
|
|
7 |
3 |
2 |
6 |
42 |
|||
|
お客様のご要望に応じてほかのサイズもカスタマイズできます。 |
|||||||
回転ソーインフィード研ぎの実例

|
用途 |
回転ソーインフィードシャープニング |
|
材質 |
HSS |
|
硬度 |
65HRC |
|
ホイールサイズ |
200x6x2x10x32 |
|
グリット |
B107 C120 |
|
ホイールスピード |
26m/s |
|
マシン |
Vollmer |
|
切り込み |
0,2mm |
|
冷却液 |
DRY |
|
Ra |
0.4um |
関連製品
-
 石材、単結晶シリコン、太陽エネルギーの多結晶シリコン、半導体サファイア、LED分野のルビー、石英ガラス、シリコンインゴット等の切断に使います。
石材、単結晶シリコン、太陽エネルギーの多結晶シリコン、半導体サファイア、LED分野のルビー、石英ガラス、シリコンインゴット等の切断に使います。電着ダイヤモンドバンドソーブレード
-
 我々は、鋸刃業界にいろいろなダイヤモンドとCBNの砥石を供給しています。 丸鋸刃の切断面と裏面の直線往復運動研削に広く使用されています。
我々は、鋸刃業界にいろいろなダイヤモンドとCBNの砥石を供給しています。 丸鋸刃の切断面と裏面の直線往復運動研削に広く使用されています。超硬合金ソー研削用15A2ダイヤモンドホイール
-
 我々は鋸刃業界にダイヤモンド・CBN研削・研磨砥石を供給しております。 丸鋸刃の切断面と裏面の直線往復運動研削に広く使用されています。
我々は鋸刃業界にダイヤモンド・CBN研削・研磨砥石を供給しております。 丸鋸刃の切断面と裏面の直線往復運動研削に広く使用されています。超硬ソーシャープニング用11A2レジンダイヤモンド砥石
-
 CBN(立方晶窒化ホウ素)砥石は、木工工具(高速度鋼HSS)を研ぐために使用されます。CBN砥石は卓上グラインダーに使用します。
CBN(立方晶窒化ホウ素)砥石は、木工工具(高速度鋼HSS)を研ぐために使用されます。CBN砥石は卓上グラインダーに使用します。木工ツール用電着CBN砥石
-
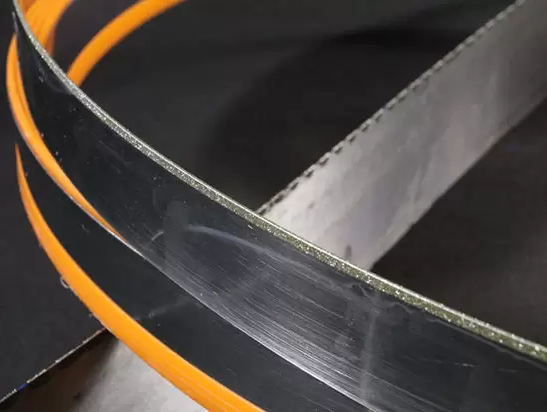
 電着CBNプロファイル砥石は、特にバンドブレード研ぎに使用されます。高品質で精度が高い形を得るために電着によって鋼基板の表面にCBNをメッキします。
電着CBNプロファイル砥石は、特にバンドブレード研ぎに使用されます。高品質で精度が高い形を得るために電着によって鋼基板の表面にCBNをメッキします。バンドブレード研磨用電着CBNホイール
-
 この超硬ダイヤモンド及びCBN研磨ホイールは、長寿命で研削後の面粗度がよく、木工業界のチェーンソー研磨適しています。
この超硬ダイヤモンド及びCBN研磨ホイールは、長寿命で研削後の面粗度がよく、木工業界のチェーンソー研磨適しています。チェーンソー研磨用ダイヤモンド砥石
お問い合わせ
気軽にメッセージください。いつでもどこでもお待ちしております。



