
CNC 研削ホイールのツールイングとドレッシングの方法は?
ツルーイングとは、形直しとも呼ばれ、砥石が摩耗し、研磨材とボンドが剥がれ落ちることで元の形状から形状を変えるプロセスです。これは、砥石をボアに対して真円かつ同心にするため、または成形研削のために面の輪郭を変更するために行われます。一方、ドレッシングの目的は、砥石の切れ味を回復することです。ドレッシングにより、砥石表面の目詰まりや鈍くなった砥粒が除去され、砥石の新しい鋭い砥粒が露出します。これらの砥粒は、効率的に切削され、適切な形状に成形されます。
つまり、ツルーイングによりホイールの外周に滑らかな表面が作られ、露出した砥粒がなければ研削ホイールは使えません。ドレッシングは、ボンドを除去し、砥粒を破砕して新しい刃先を露出させることでホイール切れ味を回復するため、ドレッシングは必ずツルーイングの後に行われます。ドレッシングプロセス全体には、ツルーイングとシャープニングが含まれます。
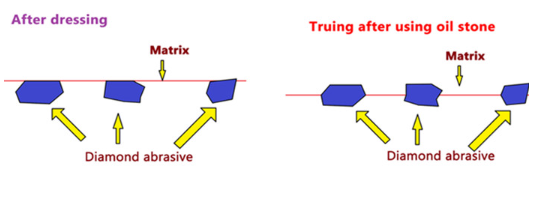
ツルーイング後、研削ホイールには切れ味を持つ遊離砥粒がほとんど残っていないため、露出した砥粒を得るためにドレッシングによって研削する必要があります。
ドレッシングは通常、細目の柔らかいドレッシングスティックを使用して行われます。ドレッシングスティックをダイヤモンドホイールに数回しっかりと押し込み、ホイールがドレッシングスティックにめり込むまで繰り返します。
推奨パラメータ:
| 研削砥石 | 炭化ケイ素(緑)又は酸化アルミニウム(白またはピンク) |
| グリット | 80-120 # ,また研削砥石のグリットによります |
| 硬度 | E,G,H, J or K |
| ダイヤモンド/CBNホイールグリット | 推奨ツルーイングホイールグリットと硬度 |
| D/B 301 | 46#(M) |
| D/B 251 | 46#(M) |
| D/B 126-251 | 60#(K/J) |
| D/B 91-126 | 80#(J/H) |
| D/B 64-126 | 120#(H/G) |
| D/B 46-64 | 180-220#(H/G) |
| D/B 25-45 | 240#(H/G) |
| D/B 20-25 | 320#(G/E) |
| D/B 7-20 | 500#(E) |
| D/B 3-5 | 800#(E) |
| D/B 1-3 | 1000#(E) |
| ダイヤモンド/CBNホイールの線速度 | 8-25m/s |
| 振動率 | 200-1000mm/min |
| 荒加工の送り速度 | 0.02-0.08mm |
| 仕上げの送り速度 | 0.005-0.02mm |
| * 可能な限りクーラントを使用してください
* 細粒度研削砥石をドレッシングする場合は、対応する回転速度と送りも下げてください。 |
|
ドレッシング時の注意点:
- ドレッシングスティックをクーラントに浸してください。
- ドレッシング中は、ダイヤモンドホイールは通常使用時と同じ方向と速度で回転してください。
- ドレッシングは、ツルーイング直後に行ってください。ホイールが目詰まりして負荷がかかっている場合は直ちに行ってください。
推奨ドレッシングスティック:
– 酸化アルミニウム(白)
– 一般的な粒度、240~320メッシュ
– 硬度:G又はH
ドレッシングホイール/スティックの一般的な選定ガイド
「ツルーイング」とは、主に、真円で真直な回転砥石を作ることを意味します。
| ツルーイングデータ – ツルーイングホイール | |||
| 硬度 | グリット | 研磨剤 | ダイヤモンドグリット |
| J~L | #30~46 | GC,C | #~80 |
| I~K | #45~80 | GC,C | #100~180 |
| I~K | #80~120 | GC,C | #220~360 |
| H~J | #120~220 | GC,C | #400~ |
| ドレッシングデータ– ドレッシングスティック | |||
| 硬度 | グリット | 研磨剤 | ダイヤモンドグリット |
| G~H | #80~220 | GC,WA | #100~180 |
| G~H | #150~600 | GC,WA | #220~400 |
| G~H | #280~1200 | GC,WA | #500~1000 |
| F~G | #600~2000 | GC,WA | #120~2000 |
Next:
This is already the latest article



