



製品詳細
治具研削盤は、材料の熱処理による変形をなくすために開発された高精度研削盤で、精密座標位置決め装置を備えています。
ジグ研削マンドレルは、さまざまな精密輪郭だけでなく、位置精度と寸法精度が高い穴を研削できます。 通常、穴加工に使い、また、非円、被削材の輪郭(連続輪郭処理)、コーン、キャビティ等を加工できます。また、複雑な2D/3D部品を処理できます。
当社の高精度ジグ砥石(ジグ研削マンドレル)は、同心度が高く、振れが少なく、公差が小さく、海外の無限軌道CNCジグ研削盤(Moore , Hauser, Mitsuiseiki, Waida and Jingtian等)に適合します。



3種類のジグ研削:
1.ラジアルインフィード研削:砥石の円周面を使用した研削。 送りの際、砥石はワークに対して偏心半径方向に少し移動します。 セラミック接着砥石を使用すると、高い寸法精度と低い粗さを得ることができます。
2.プランジ研削:軸方向に沿って送り、ホイールの端面を利用するため、端面研削とも呼ばれます。
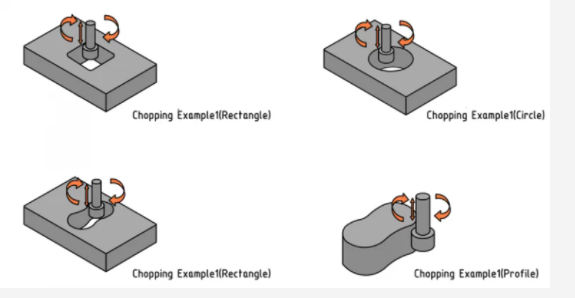
3.インサート研削:ホイールが急速に上下に動くにつれて、被削材の輪郭を研削します。特徴は切り込みが深く、生じた熱量が少ないことです。
ジグ砥石の用途:
ジグ研削マンドレルは、モーター金型、リードフレーム金型、半導体成形金型の分野で使用され、CNCマシニングセンター、小型内部研削盤、科学研究、実験研削盤でも使用できます。
内面研削用ジグCBN研削マンドレルは、高速度鋼(HSS)及び熱処理鋼のジグ研削に適用、
内面研削用ジグダイヤモンド研削マンドレルは、炭化物及び非金属のジグ研削に適用、
CNCジグ研削盤研削可能な形状:
1.丸穴研削(貫通穴、小穴、円錐穴、止まり穴等)
2.フェイスグラインド
3.四角穴研削
4.アーク面研削
5.溝研削
6.球面研削
7.球面及び外部輪郭研削
ジグ砥石加工の利点:
♦耐摩耗性と剛性がよく;
♦研削能率がよく;
♦幅広い適応性で、他の工作機械が処理できない材料や部品を加工できる;
♦小さな研削代、高い生産効率;
♦良好な同心性で3μmに達することができ、最大研削精度と面粗度が高く、
♦精密研削及び高精度研削加工に使用できます。
スケッチ・スペック
高精度ジグ研削ホイールのグリット:
| 荒砥 |
#120以下 |
| 中砥 |
#140~#200 |
| 仕上げ砥 |
# 400以上 |
|
* お客様のご要望に応じて、ほかのサイズがカスタマイズできます。 |
|
関連製品
お問い合わせ
気軽にメッセージください。いつでもどこでもお待ちしております。



