



製品詳細
当社の連続リムダイヤモンドガラスエッジングホイールは、高質ダイヤモンド原料を取り、現代技術で作られ、耐摩耗性と切れ味がよし、粗加工後のガラスエッジが割れなく、なめらかです。
ダイヤモンド砥層
ダイヤモンド素材は硬く、鋭く、耐摩耗性があり、高速回転するとガラスを速やかに摩耗することができます。
ボンドと構造の形をした銅粉は、ダイヤモンド粒子とカーボンの粒子を包み込み、作業層に均一に分散させます。
研削ホイール上の黒い点は何ですか?
研削ホイール砥層上の一点一点の黒い点はカーボン粒子です。ダイヤモンドホイールの黒い斑点が何なのかを知らず、ダイヤモンド粒子と間違える人も少なくありません。 実際には違いました。ホイールを強い光の下に置くと、ダイヤモンド砥粒だったら、小さな明るい点が反射します。でないと、カーボン粒子です。
硬度の点では、カーボン粒子はダイヤモンド砥粒よりもはるかに小さいため、研削プロセスで最初に消耗されます。 カーボン粒子が消耗されると、砥層の表面が粗くなり、ガラスを研削する過程で摩擦が増加し、ダイヤモンドホイール切れ味がもっと良くなります。
連続リムダイヤモンドガラスエッジングホイールの用途:
連続リムダイヤモンドガラスエッジングホイールが一般的にストレートエッジングマシンに装着して使われています。
ガラス下端研削: 直径 150、pos1、pos2 に別々にグリット 100# 240#
ガラス面取り:直径130、ガラス面取り用240#。 140#はダブルラインエッジングマシンでも使用できます。



適用マシン: 連続リムダイヤモンドガラスエッジングホイールは、Deway、ZXM、BOTTERO、BAVELLONI、bovone、Schiatti angelo等大部分のエッジングマシンに適しています。
砥石の配置:

| 3つの研削砥石 | ポジション No. 1 | 
切り抜きタイプ 100# |
| ポジション No. 2 | 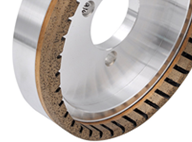
内部から切ったけど全部ではないタイプ140# |
|
| ポジション No. 3 | 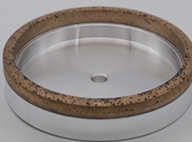
連続リムタイプ240# |
|
| ストレートエッジングマシンとダブルエッジングマシンでのガラスの粗加工に適しています。 | ||
| ストレートエッジングマシンとダブルエッジングマシンに装着する連続リムダイヤモンドガラスエッジングホイール | ||||
| D(mm) | H(mm) | ダイヤモンド砥層(mm) | グリット | |
| 175 | 12,50 | 8×10 | 100,140,180,240 | |
| 150 | 12,22,25,50 | 8×10 | 100,140,180,240 | |
| 130 | 12,22,50 | 8×10 | 240,320 | |
| 100 | 12,22,50 | 8×10 | 240,320 | |
| 砥石の配置:
ストレートエッジングマシンとダブルエッジングマシンまたは面取りマシン 加工ガラス厚:3~25mm ガラスベベル角度 3 ~ 20°も、45° も研削できます。 例: 高品質ダイヤモンドホイール 150x8x10の場合、2 ~ 2.5 mm 深さのガラスエッジを研削すると、毎分 6 メートルの速度で研削できます。 |
||||
スケッチ・スペック
関連製品



お問い合わせ
気軽にメッセージください。いつでもどこでもお待ちしております。



