

製品詳細
クランクシャフト用CBN研削ホイールの説明:
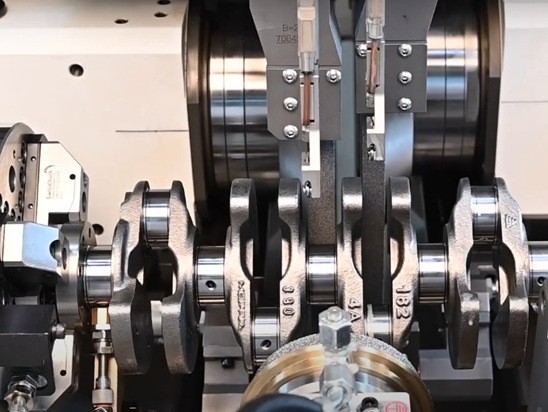
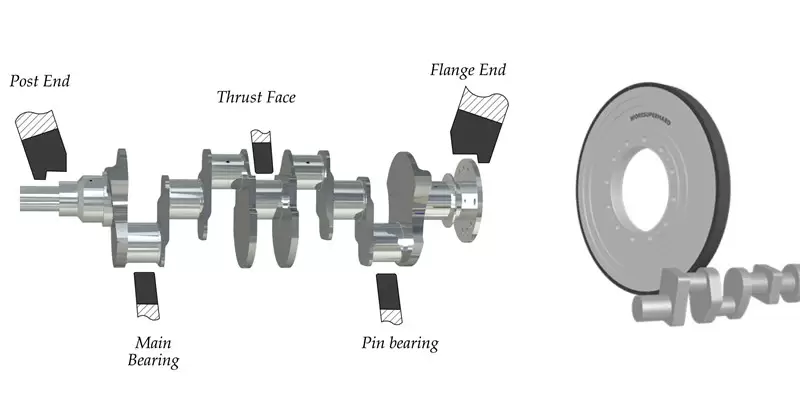
クランクシャフトは、メインベアリング、ピンベアリング、クランクウェブで構成されています。 ジャーナルの滑らかさがエンジンのピストン点火時のモーター効率にとっては非常に重要です。
ビトリファイドCBN研削砥石は、研削中にクランクシャフト肩部の焼け等の防止に威力を発揮します。 クランクシャフト用CBNホイールは、さまざまな高精度CNCクランクシャフト研削盤に装備でき、クランクシャフトピン研削、ジャーナル研削の精密研削に適しています。砥石速度は通常80m / s-120m / sです。
当社はクランクシャフトの粗、中仕上げ、仕上げ研削用のビトリファイド CBN ホイール、ビトリファイド 酸化アルミニウム砥石、電着CBNホイールを提供できます。
クランクシャフト用ビトリファイドCBN研削ホイールのメリット:
高精度と優れた表面品質
高い接着強度
素晴らしい研削能率
耐摩耗性に優れ
ドレッシングしやすい
クランクシャフト研削のソリューション:
今、業界者は絶えずにイノベーションを行っていて、このクランクシャフト研削ホイールは、今さまざまな自動車、トラック、ディーゼル、航空機、小型エンジン製造業界、及びピンとベアリングの再研磨に使用されます。
メインベアリングとクランクピンジャーナル研削用ビトリファイドCBN砥石
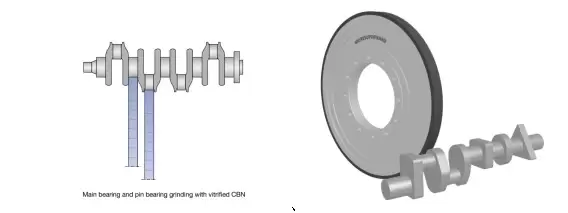
立方晶窒化ホウ素 (CBN) 砥石は、自動車のクランクシャフトの高生産加工に使用されます。
| 適用材質
|
* 鋳鉄:チルド鋳鉄、ノジュラー鋳鉄、ねずみ鋳鉄、合金鋳鉄等
* 鋼: 20Cr、GCr15、CF53、45# 鋼、55# 鋼、80B 高炭素鋼等 |
| メリット
|
- 長持ち
- ドレス間隔が長い - 一貫した表面仕上げと高プロファイル安定性 - ワークピースへの焼け及び機械的損傷の低減 |
| 適用クランクシャフト研削盤 | NTC, TOYODA,LANDIS, MIKROSA, JUNKER, SCHAUDT, EMAG,Etc |
メインベアリング研磨用ビトリファイド酸化アルミニウムホイール
小ロット生産や大型クランクシャフト(トラック・船舶用)の加工では、酸化アルミニウムホイールが使用されます。

当社のビトリファイドアルミ研削ホイールのメリット:
-ホイールの硬度均一性とバランス性能は、中国国家標準よりも 30 ~ 50% 高い。
- 厚さの偏差は 0.2mm 以下です。
- 両端の平行公差は0.1mm以下です。
立方晶窒化ホウ素 (CBN) 研削砥石は、自動車のクランクシャフトの高生産加工に使用されます。
| 直径 | 穴径 | 厚さ | |||
| inch | mm | inch | mm | inch | mm |
| 14’’ | 355 | 3’’ | 76.2 | 1/2’’. 3/4’’. 7/8’’ | 13, 19, 22 |
| 16’’ | 405 | 3’’, 5’’ | 76.2, 127.0 | 3/4’’. 7/8 . 1’’ | 19, 22, 25 |
| 18’’ | 455 | 3’’, 5’’ | 76.2, 127.0 | 1’’. 1-1/8’’. 1-1/4’’. 1-3/4’’ | 25, 28, 32, 45 |
| 20’’ | 510 | 3-3/4’’, 6’’ | 95.25, 152.4 | 3/4’’. 7/8’’. 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’ | 19, 22, 25, 28, 32, 38 |
| 22’’ | 560 | 6’’ | 152.4 | 7/8’’. 1’’. 1-1/4’’. 1-3/4’’ | 22, 25, 32, 45 |
| 23’’ | 585 | 6’’ | 152.4 | 3/4’’. 7/8’’. 1’’. 1-1/8’’. 1-1/4’’ | 19, 22, 25, 28, 32 |
| 24’’ | 610 | 8’’ | 203.2 | 3/4’’. 7/8’’. 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’. 1-3/4’’ | 19, 22, 25,28, 32, 38, 45 |
| 26’’ | 660 | 8’’ | 203.2 | 3/4’’. 7/8’’. 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’. 1-3/4’’ | 19, 22, 25,28, 32, 38, 45 |
| 28’’ | 710 | 6', 8’ | 152.4, 203.2 | 3/4’’. 7/8’’. 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’. 1-3/4’’ | 19, 22, 25,28, 32, 38, 45 |
| 30’’ | 760 | 8', 12 ',17-3/4’’ | 203.2, 304.8, 450.8 | 3/4’’. 7/8’’. 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’. 1-3/4’’ | 19, 22, 25,28, 32, 38, 45 |
| 32’’ | 810 | 8', 12’ | 203.2, 225.0, 304.8 | 3/4’’. 7/8’’. 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’. 1-3/4’’. 2’’ | 19, 22, 25,28, 32, 38, 45,50 |
| 36’’ | 915 | 12’ | 304.8 | 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’. 1-3/4’’. 2’’. 2-1/2’’ | 25,28, 32, 38, 45,50,65 |
| 40’’ | 1015 | 12’’ | 304.8 | 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’. 1-3/4’’. 2’’. 2-1/2’’ | 25,28, 32, 38, 45,50,65 |
| 42’’ | 1065 | 12’’ | 304.8 | 1’’. 1-1/8’’. 1-1/4’’. 1-1/2’’. 1-3/4’’. 2’’. 2-1/2’’ | 25,28, 32, 38, 45,50,65 |
| 50’’ | 1250 | 12’’ | 304.8 | 1-1/4’’. 1-1/2’’. 1-3/4’’. 2’’. 2-1/2’’ | 32, 38, 45,50,65 |
| 60’’ | 1500 | 12’’, 20’’ | 304.8, 508.0 | 1-1/2’’. 1-3/4’’. 2’’. 2-1/2’’ | 38, 45,50,65 |
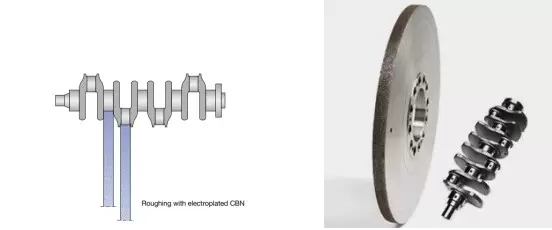
メインベアリングとクランクピン粗研削用電着CBNホイール
電着CBN ホイールを使用したピンチェイス プロセスは、クランクシャフトのメイン ベアリング、特にピン ベアリングの粗加工に使用されます。
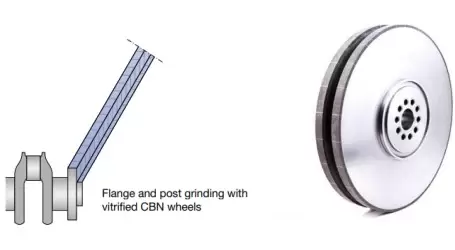
フランジ仕上げ研削
ビトリファイド酸化アルミニウム又はビトリファイド CBN ホイールで仕上げ砥します。フランジと柱の円筒研削作業中は、それぞれの接触ゾーンの要件に応じて異なるスペックを選ぶことができます。
クランクシャフト砥石のドレッシングとツルーイング
砥石のドレッシングとツルーイング: これは主に切削形状を復元し、より平ら、より丸い加工物を生産するために行われます。 砥石の平面度と真円度が全部砥石のドレッシングとツルーイングによって得られます。
スケッチ・スペック
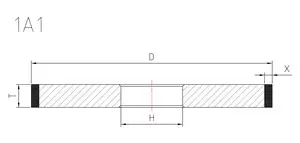
| モデル | D (mm) | T (mm) | H (mm) | X (mm) |
| 1A1 | 500 | 20 | 203 | 5 8 10 |
| 1A1 | 22 | 203 | 5 8 10 | |
| 1A1 | 19.5 | 203 | 5 8 10 | |
| 1A1 | 600 | 35 | 132 | 5 8 10 |
| 1A1 | 19.8 | 132 | 5 8 10 | |
| 1A1 | 20.5 | 132 | 5 8 10 | |
| 1A1 | 650 | 40.5 | 132 | 5 8 10 |
| 1A1 | 43.5 | 132 | 5 8 10 | |
| 1A1 | 44.5 | 132 | 5 8 10 | |
| 1A1 | 50.5 | 132 | 5 8 10 | |
| 14A1 | 600 | 35 | 132 | 5 8 10 |
| 14A1 | 650 | 38.6 | 254 | 5 8 10 |
| お客様のご要望に応じて、他のサイズもカスタマイズできます。 | ||||
カムシャフト用ビトリファイドCBN研削ホイールの実例
| 各パラメーター | |
| 加工物 | トラックのクランクシャフト:
端面φ90.4mm/ジャーナル外径φ74mm |
| 材質 | 42CrMoA, HRC 52-58 |
| マシン | NAXOS UNION |
| 加工部分 | ジャーナル端面、円角と外円 |
| 冷却液 | 油性 |
| 研削方式 | カット |
| 研削ホイール | 1VG1L1 650- -39.6- -6- -3.5 NB151 |
| ドレッシングホイール | CNC 電着ドレッサーロール SG 71P-150-1.2 |
| 研削パラメーター | 線速度 Vc=95m/s |
| 研削代:
外円ae = ø1.2mm, 端面 ae = ø0.5mm |
|
| 最大送り速度 Vfa = 20 mm/min | |
| ドレッシングパラメーター | 線速度VR=85m/s |
| ドレッシング量 aed=15*2+ 1 * 2 um | |
| ドレッシング速度比 qd= + 0.89 | |
| 研削性能
|
最大材料除去率 Q'wmax = 94.7mm³/mms |
| 研削タイム TG = 10 min (40% 能率向上) | |
| ドレッシング頻度
mT=210 ジャーナル/ドレッシング(50%寿命 向上) |
|
| 粗面度 Rz<4.5um | |
関連製品
お問い合わせ
気軽にメッセージください。いつでもどこでもお待ちしております。



