


製品詳細
ロール加工用PCD/PCBNインサート
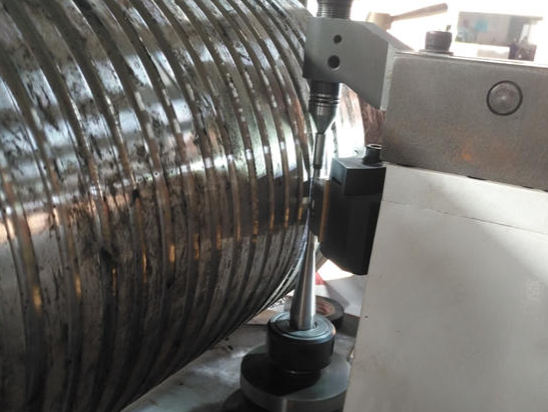
Moresuperhard ソリッドCBNとPCDインサートは高硬度ロール、鋳鉄ロール、高速度鋼 (HSS) ロール、Ni-Cr 合金鋳鉄ロール、チルド鋳鉄ロール、ねじ付き鋼ロール、鋳鉄ロール、鋳鋼ロール、タングステンカーバイドリング、鍛造鋼冷間圧延ロールの加工に使います。その優れた特性により、カーバイドロールは鉄鋼業界で広く使用されており、硬度が非常に高くなっています。超硬合金ロールの加工では、CBN/PCD インサートは研削工程を効果的に置き換え、生産効率を向上させることができます。ロールは、圧延機で金属を連続的に塑性変形させる主な工具です。ロールは主に、ロール胴部、ロールネック、クラッチの 3 つの部分で構成されています。実際に金属の圧延に関与するのはロールの中間部分----ロール胴部です。滑らかな円筒形または溝付きの表面を持っています。ローラーは、世界中のほぼすべての製造工程で広く使用されています。ローラーは圧延機の主要部分であり、二本のローラーで圧力をかけて鋼材を圧延します。
ロールの分類方法には多くの種類があります。
- ロールの材質で分けると、鋳鋼ロール、鋳鉄ロール、鍛造ロールがあります。
- 製品の種類で分けると、ストリップ鋼板ロール、形鋼ロール、線材ロールがあります。
- 圧延機シリーズにおけるロールの位置で分けると、ビレットロール、粗ロール、仕上げロール等があります。
- 製品の機能で分けると、サビ取りローラー、穴あきローラー、レベリングローラー等があります。
- 製品の材質で分けると、熱間ロール、冷間ロール等があります。
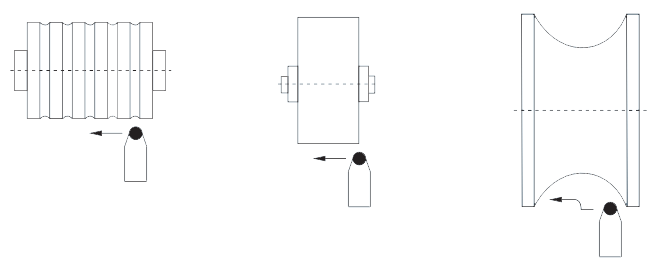
- 圧延機の種類で分けると、フラットロールと溝付きロール(大、中、小形断面、線材、ブルームビレットの圧延に使用されます。ロール表面に溝が刻まれ、圧延材を形作ります)、特殊ロールに分かれています。
ロールを加工する場合、特に大型の鉄鋼ロールを加工する場合、表面が凹凸だったり、砂の混入、穴等の問題が発生することがよくあります。上記の問題を解決するには、旋削ロール用のどの PCD及びPCBN インサートを選択すべきか?
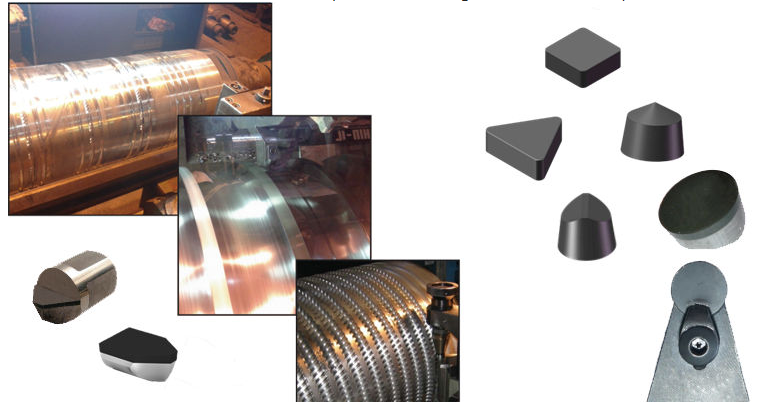
- ロール加工用のツールには、PCDインサート、PCBN切削工具、ソリッドCBNインサート等があります。
- ソリッドCBNインサートは、鉄系金属材料の加工に最も硬い工具であり、ロールの高負荷切削に適した工具です。高硬度ロールの加工にMoresuperhardは、大きなマージン切削(重切削)に使用できるソリッドCBNインサートを推奨しています。超硬切削工具と比較して、ソリッドCBNインサートは性能が安定しており、生産効率が良く、生産コストが低いという特徴があります。
超硬ローラーリングは、タングステンカーバイド合金ロールリング(WCロールまたはTCロール)とも呼ばれ、CBN及びPCDツールを使用して加工します。
- 通常、CBNインサートは、硬度≤HRA88のタングステンカーバイドロールの荒削りに一般的に使用されます。PCDツールは、主にシリンダーの仕上げ旋削、面取り、彫刻に使用されます。

ロール加工用PCD ツールとソリッド CBN インサートスペック
- ロール加工用ソリッド CBN インサート
中国の PCBN インサート製造業者及び輸出業者として、More Superhard の PCBN インサートは、ねずみ鋳鉄、ノジュラー鋳鉄、硬化鋼、焼結金属の加工において優れた性能を発揮し、加工後のワークピースの表面仕上げが良し、非常に耐久性があります。ソリッド CBN インサートは、高 Ni-Cr 合金鋳鉄ロールの荒加工、冷間鋳鉄ロールの半仕上げ、鍛造鋼冷間ロールの仕上げ旋削、タングステンカーバイドリング及び HSS ロールの旋削等に使用されます。
| RNMN CBN インサート | インサートタイプ | サイズ | ||||
| L(mm) | I.C(mm) | S(mm) | R(mm) | D(mm) | ||
| RNMN060400 | 6 | 6.35 | 4.76 | 0 | - | |
| RNMN120700 | 12 | 12 | 7.94 | 0 | - | |
| RNMN160700 | 16 | 16 | 7.94 | 0 | - | |
| RNMN190700 | 19 | 19.05 | 7.94 | 0 | - | |
| RNMN201000 | 20 | 20.000 | 10.00 | 0 | - | |
| RNMN251000 | 25 | 25.400 | 10.00 | 0 | - | |
| RCGX ソリッド CBN | インサートタイプ | サイズ | ||||
| L(mm) | I.C(mm) | S(mm) | R(mm) | D(mm) | ||
| RCGX060500 | 6.35 | 6.35 | 4.76 | - | - | |
| RCGX090700 | 9.525 | 9.525 | 7.94 | - | - | |
| RCGX120700 | 12.700 | 12.700 | 7.94 | - | - | |
| RCGX151000 | 15.875 | 15.875 | 10.0 | - | - | |
| RCGX191000 | 19.05 | 19.05 | 10.0 | - | - | |
| SNMN ソリッド PCBN インサート | インサートタイプ | サイズ | ||||
| L(mm) | I.C(mm) | S(mm) | R(mm) | D(mm) | ||
| SNMN090308 | 9.520 | 9.525 | 3.18 | - | - | |
| SNMN090412 | 9.525 | 9.525 | 4.76 | - | - | |
| SNMN120712 | 12.700 | 12.700 | 7.94 | - | - | |
| SNMN150704 | 15.875 | 15.875 | 7.94 | - | - | |
| SNMN150708 | 15.875 | 15.875 | 7.94 | - | - | |
| SNMN201020 | 20 | 20 | 10 | - | - | |
- PCD ノッチングツール、ローラー用 PCD ボーリングカッター
PCD ノッチング ツール、PCD ボーリングカッターは、PCD ブランク (E6) をタングステンカーバイド本体にろう付けして作られています。最も一般的なのは、フルフェイスPCD ノッチングツールです。PCD ボーリングツールは、さまざまなタングステンカーバイド ローラーの加工に使用され、PCD インサートはカーバイドローラーの溝入れに使います。
| PCD 溝入れインサート
ボーリングカッター |
サイズ(mm) |
||||
|
D |
b | H | L | θ° | |
| 2.5 | 0.5 | 1.6 | 5.2 |
80 |
|
|
3 |
0.6 | 1.8 | 5.5 | 80 | |
| 4 | 0.7 | 2.3 | 7.83 |
70 |
|
|
4 |
0.8 | 2.4 | 9.55 | 80 | |
| 4.5 | 0.9 | 2.75 | 10.7 |
80 |
|
| ツールホルダ |
サイズ(mm) |
||||
|
D1 |
D2 | D3 | L1 |
L2 |
|
| 4.5 | 2.5 | 16 | 5.22 |
35 |
|
|
6 |
3.2 | 16 | 6.8 | 41 | |
| 8.8 | 5 | 16 | 9.5 |
56 |
|
|
10.4 |
5 | 18 | 11 | 65 | |
| 13.5 | 6 | 18 | 14 |
65 |
|
|
15.2 |
6 | 20 | 16 |
66 |
|
ロール加工用ソリッド CBN インサート/PCD ツールの事例
1. RNMN120400 機械加工ロール用ソリッド CBN インサート
 |
加工物 |
ロール(直径230mm) |
| 加工部分 |
ロール円筒 |
|
|
硬度 |
HRC84.5-85 | |
| CBNインサートコード |
MCBN RNMN120400 |
|
|
カッティングパラメーター |
Vc=25m/min ap=0.6mm Fr=1.02mm/r | |
| Processing way加工方式 |
ドライ |
|
ロール加工時に工具が破損することがありますが、これは一般的に以下の理由によります。
理由1.工具ホルダーと工具ヘッドのマッチングが悪く、精度が出ず、加工中に工具がねじれて工具が破損します。
理由2.工具ホルダーの強度が良くなく、PCDノッチング工具の合金基盤が薄すぎるため、強度と靭性が不十分で、使用中に破損します。
理由3.ツールの位置決め面が丸くなかったり、加工時に激しい加工があったりする等理由で破損します。
これらの理由から、当社は以下の解決策を提案します:
解決策1. ツールホルダーとツールヘッドの精度を制御し、段階的に加工してください。
解決策2. 合金基盤の厚さを増やし、ツールの強度を高めます。 お客様が厚さに関して特定の要件を持っている場合は、ダイヤモンド部分を可能な限り薄くし、合金基盤を厚くしてツールの強度を高めることができます。
解決策3. PCDノッチングツールの位置決め面の円弧は丸くする必要があります。 激しい加工ではなく、一歩ずつ段階的に加工してください。
スケッチ・スペック
関連製品
お問い合わせ
気軽にメッセージください。いつでもどこでもお待ちしております。



