
製品詳細
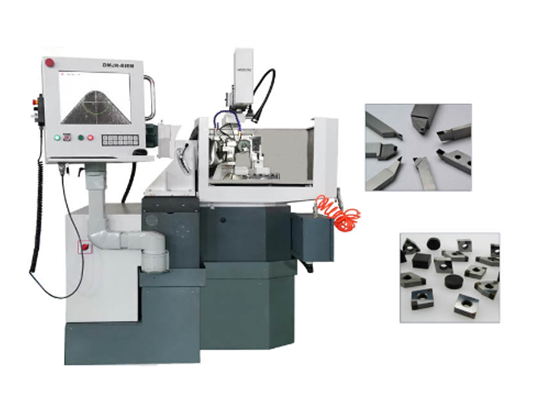
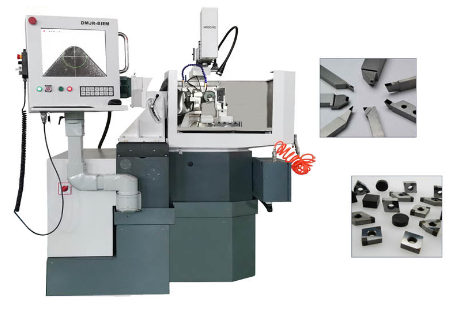
M50 PCD・CBN 工具CNC研削盤は、M50 手動 PCD 工具研削盤CNCアップグレード製品です。この機械には 3 つのCNC軸があり、画像認識技術によりの特殊な CNC システムを採用して、ツールの直線エッジと円形エッジの自動研削を実現します。 その構造と機能により、PCD/PCBN ツールや溶接ろう付けツールの高速研削と高精度研削を実現できます。
M50 PCD・CBN 工具CNC研削盤は、PCD、CBN、MCD、セラミック、超硬、及びHSS 工具の研削・再研削に適しています。
M50 PCD・CBN 工具CNC研削盤の特徴
1最適化された設計、コンパクトな構造、安定した性能を備えています。
2主要なベース部品は、耐摩耗性ねずみ鋳鉄で作られています。
3クランプ後、作業員の操作なくても直線エッジと円弧エッジの自動加工が完了し、高い研削効率と良好なエッジ品質が得られます。
4ACサーボモータ、精密ボールねじ、高強度転がり案内レール、ハーモニック減速機等の伝動構造を組み合わせて、主軸NC移動・揺動、垂直軸NC回転、刃物台NC送り、その他の自動加工機能を実現します。
5高精細画像システム、ツール洗浄ノズル、完全密閉ビジョンバックライト照明、自動レンズ保護カバー、空気圧ホイールドレッシングサポート及びその他のデバイスを装備。
6画像認識に基づくPCD/PCBN工具自動加工制御システムを採用しており、独立した知的財産権を有しています。
M50 PCD・CBN 工具CNC研削盤の技術パラメーター
コントロールシステム
| Industrial computer工業コンピュータ | オペレーティング·システム |
制御ソフトウェア |
||||
|
I3/2G /500G (full seal) |
Win7プロフェッショナル |
KZW50 |
||||
| CNC 軸 | ||||||
| X 軸 (スイング) | Y 軸 (回転) |
Z 軸 (送り) |
||||
|
移動量 |
280mm | 180° | 65mm | |||
|
スピード |
0.001-50mm/s | 0.001-90° /s |
0.001-50mm/s |
|||
| 解像度 | 0.001mm | 0.001 |
0.001mm |
|||
| マニュアルシャフト | ||||||
|
テーブルストローク |
レンズストローク | |||||
| 60x60mm |
50x50x50mm |
|||||
| 砥石主軸 | ||||||
|
スピード |
電源 | エレベーション | スイング距離 | |||
| Max. 4200 RPM | 2.2 kw | - 5-25 ° |
最大 280 mm |
|||
| イメージングシステム | ||||||
|
物体距離 |
ピクセル相当 | モニターサイズ | ディスプレー解像度 | |||
| 300 mm | 0.0041mm | 17" |
1600x900 |
|||
| 空気圧システム | ||||||
|
エア |
研削ホイールドレッサー | エアガン | レンズカバー | |||
| 0.4-0.6 MPa | 0.4-0.6 MPa | 0.4-0.6 MPa |
0.2-0.3 MPa |
|||
| 工作機械 | ||||||
|
総パワー |
全体寸法 | 正味重量 | ||||
| 4.5 kw | 1500x1800x1900mm |
1300kg |
||||
| 他 | ||||||
|
ビトリファイドダイヤモンドホイール |
Sic ドレッシングホイール | クーラントタンク | 潤滑 | |||
| 150 Χ 40 x 40 mm | 12.5 X25mm x80 | 65 |
14ml/24h |
|||
| 処理能力 | ||||||
|
クランピングツールホルダーサイズ |
工具先端のフィレットの半径 | |||||
| 最大 25 x25 mm |
RO. 1-0.87 mm |
|||||
標準構成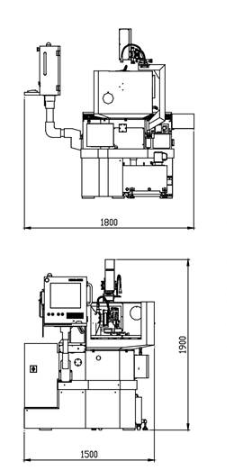
- 機械の主要部分
- 電源及び制御システム
- ワークステーション
- イメージングシステム
- 空圧ユニット
- 作業灯とバックライト
- クーラントタンク
- 砥石ドレッサー
- 調整可能な取り付け治具
- 標準付属品
- 技術文書
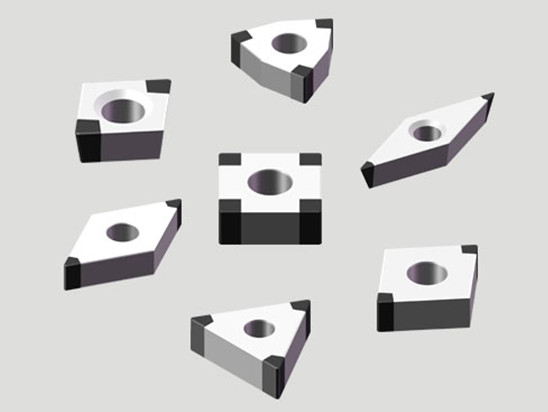
M50 PCD・CBN 工具CNC研削盤加工能力
- クランプツールホルダーのサイズ: 最大 25x25mm
- 先端半径:R0.03mm~R3mm
- 治具をカスタマイズし、グレーティングスケールを取り付けることで、他のインサート半径も実現できます
M50 PCD・CBN 工具CNC研削盤に適したダイヤモンド砥石
標準仕様:D150*H40*T40*W15*X10
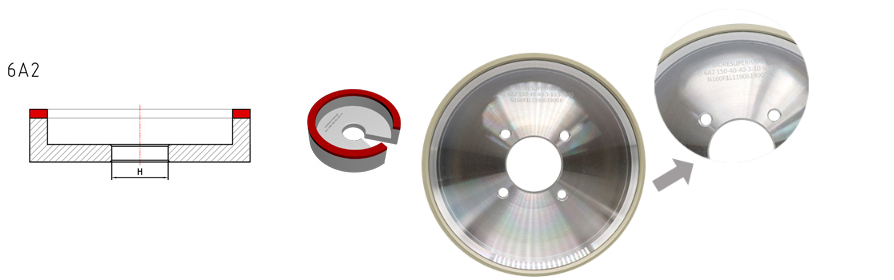
研磨層の幅は、被削材工具先端の円弧に基づいて選択します。 当社は1、2、3、4、5、10、15、20 の砥層幅を製作できます。
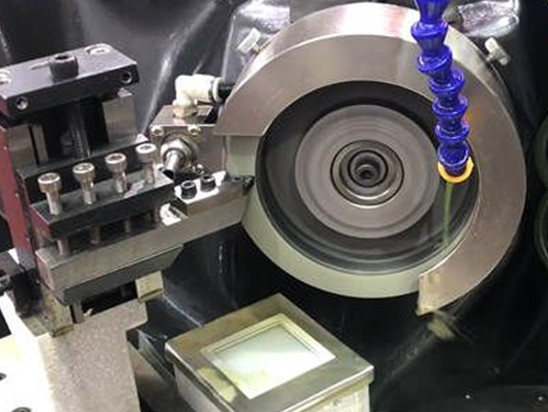
ビトリファイドダイヤモンドホイールの用途
ビトリファイドボンドダイヤモンドホイールは、PCD/PCBNツール、CVDツール、MCDツール、超硬ツール、セラミックツール、フライス、リーマ、ドリル等の研削に使用できます。

R10 MCD切削工具の再研磨事例
MCDツール再研磨後のチッピング要件:2μm
研削工程:粗再研削と微再研削
1.粗再研削(W5ビトリファイドダイヤモンドホイール)
工具の形状や欠けを顕微鏡で撮影して確認する必要があります。欠けが大きすぎる場合は、3回の研削を経る必要があります。順にW10、W5、W1.5のビトリファイドダイヤモンドホイールを使用します。
お客様の工具が荒研削の場合(その日の最初の工具をセットする必要がある)、Z軸は10°に固定され、工具を研削盤に取り付け、半径を0.4に調整し、ツールの角度に応じてホイールを調整します。このとき、格子定規の画面には「9.6」と表示されます。次に、画面に従って鏡筒の倍率を1倍に調整してツールの左右対称性を確認し、次に倍率を5倍に調整して欠けの大きさを確認します。 チッピングの状況に応じて工具退避位置を調整し、研削を開始します。
2.仕上げ研削(Moresuperhard10000#ビトリファイドダイヤモンドホイール)
精密研削ではチッピングに対する要求が高いため、精密研削中にすべてのツールを調整する必要があります。MCD切削工具の角度に応じて、ダイヤモンドホイールの仰角を調整でき、通常の状態で自動的に研削できます。(仕上げ研削の除去量は0.001mm/分で、リアルタイム誤差によってMCDツールの仕上げ研削時間を知ることができます) 仕上げ研削後のツールのチッピングはお客様の要件を満たしています。
スケッチ・スペック
関連製品
お問い合わせ
気軽にメッセージください。いつでもどこでもお待ちしております。



